Przełomowa niskoemisyjna elektrociepłownia działająca w oparciu o proces MINERALIZACJI i KATALITYCZNEGO UTLENIANIA odpadów komunalnych będącej zieloną alternatywą dla Spalarni odpadów.
Firma Simkon odpowiada za stronę komercyjną alternatywnej do spalarni odpadów polskiej technologii mineralizacji odpadów C-GEN, która nie tylko jest tańsza w budowie i użytkowaniu od standardowych technologii zachodnich ale także nie inwazyjna środowiskowo i zapewniająca tańsze ciepło a miastom i przedsiębiorcom skok w nowoczesność opartą na elektrycznym i wodorowym transporcie.
Koncept C-Gen to wynik pracy zespołu złożonego z polskich naukowców z wiodących uczelni technicznych działających pod kierownictwem Pana Inż. Tadeusza Bąka.
Technologia ta została uznana za przełomową w dziedzinie niskoemisyjnego elektro-ciepłownictwa przez Światową Federacje Środowisk Naukowo-technicznych w Kanadzie oraz Unię Europejską.
Dowodem tego uznania była promocja przez UE technologii C-Gen w czasie Światowego Szczytu Klimatycznego COP24 i prezentacja jej zalet na otwarcie Pawilonu Europejskiego.
Pokłosiem promocji technologii C-gen na Światowym Szczycie Klimatycznym jest coraz większe zainteresowanie nie tylko miast polskich, ale także miast z innych regionów świata oraz przedsiębiorców.
Technologia C-Gen to nowy standard w energetyce rozproszonej oraz:
- Wzorcowy przykład konwersji lokalnej energetyki opartej na paliwach kopalnych na nowoczesne, niskoemisyjne źródło czystej energii o obniżonym śladzie węglowym;
- Podstawowe, czyste i bezpieczne źródło dostaw niedrogiego ciepła dla Miasta, które może zastąpić istniejące, wyeksploatowane instalacje opalane węglem i/lub gazem ziemnym.
- Znaczące i trwałe obniżenie kosztów zagospodarowania odpadów i ew. osadów pościekowych. Odpady i osady przestają być problemem, a stają się cennym źródłem energii i ciepła dla Mieszkańców i lokalnego przemysłu.
- Możliwość produkcji paliwa wodorowego z uzyskanej energii elektrycznej, w procesie elektrolizy, na potrzeby zasilania floty pojazdów komunalnych;
- Radykalna poprawa jakości powietrza na terenie Miasta/Gminy, a co za tym idzie poprawa zdrowia i jakości życia Mieszkańców;
- Optymalne rozwiązanie dla Klastrów Energii. Pozytywny odbiór społeczny i wsparcie lokalnych władz. Idealna, dużo tańsza i lepiej przyjmowana, alternatywa dla rusztowych spalarni odpadów;
- C-GEN gwarantuje spełnienie kryteriów ekonomicznych najbardziej wymagających Inwestorów zapewniając jednocześnie bardzo atrakcyjne ceny odpadów, ciepła i energii elektrycznej dla Samorządu.
- W przypadku udziału Spółki Komunalnej w Spółce Celowej – Samorząd inkasuje zyski z działalności operacyjnej Zakładu, które może przeznaczyć na rozwój lokalny – np. kulturę, edukację, sport, komunikację opartą na produkowanym w zakładzie tanim wodorze.
Technologia
Technologia Mineralizacji C-GEN przystosowana jest do unieszkodliwiania wszelkich odpadów o charakterze organicznym, o dowolnym stanie skupienia i uwodnienia, niezależnie od ich wartości opałowej, zawartości związków toksycznych, olejowych, popiołu,
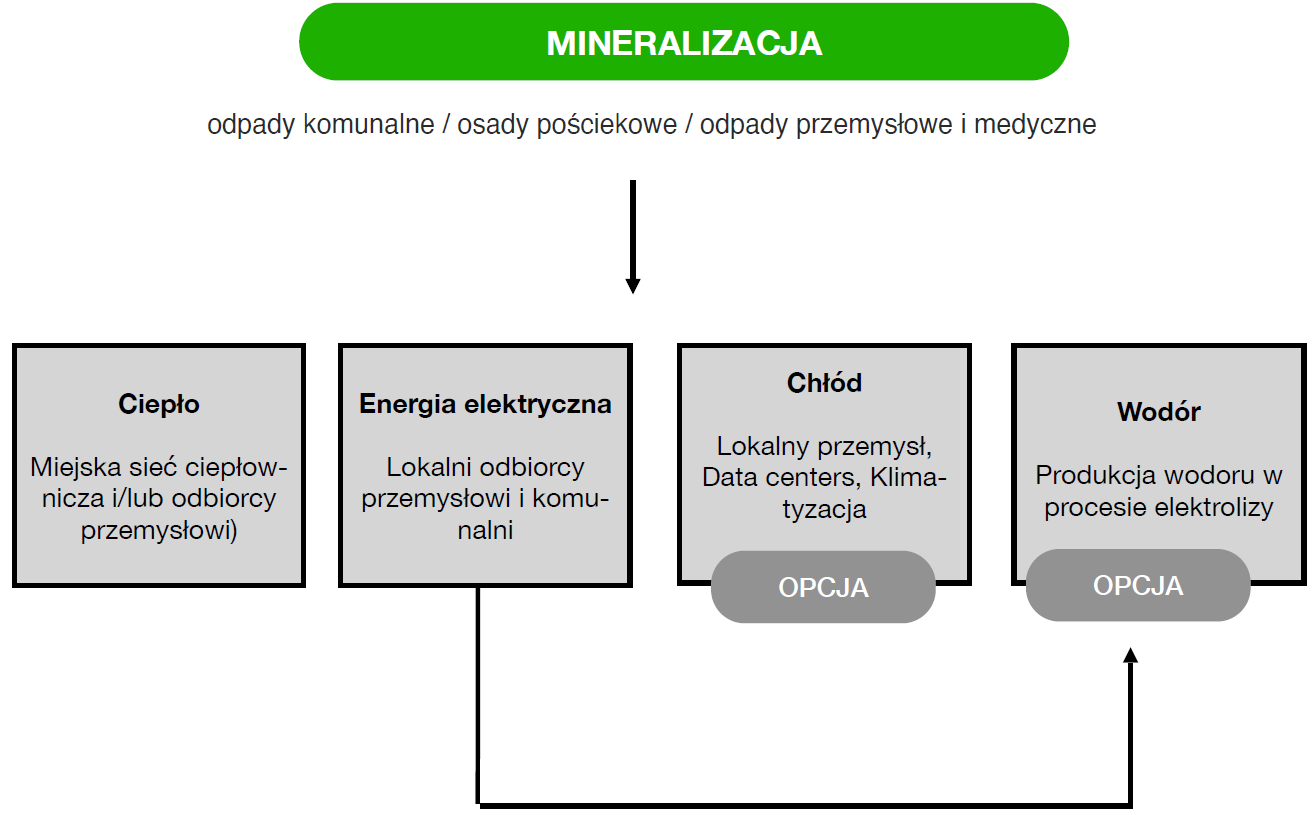
Główna i opcjonalna część Bloku Mineralizacji
Technologia Mineralizacji C-GEN przystosowana jest do unieszkodliwiania wszelkich odpadów o charakterze organicznym, o dowolnym stanie skupienia i uwodnienia, niezależnie od ich wartości opałowej, zawartości związków toksycznych, olejowych, popiołu, odpady komunalne / osady pościekowe / odpady przemysłowe i medyczne.
GŁÓWNA CZĘŚĆ BLOKU MINERALIZACJI
- hala recepcji i rozładunku odpadów, z instalacją rozdrabniania i podawania do modułu zgazowania;
- moduł niskotemperaturowego zgazowania z ograniczonym dostępem tlenu;
- moduł katalitycznego utleniania;
- wymiennik gaz-para lub gaz-woda;
- układ odzysku energii elektrycznej tj. zespół turbiny upustowo kondensacyjnej z generatorem i wyprowadzeniem mocy do lokalnej sieci dystrybucyjnej;
- system oczyszczania gazów wylotowych z kominem;
- moduł ciepłowniczy, układ wyprowadzenia mocy elektrycznej.
INSTLACJE OPCJONALNE
- suszarnia osadów pościekowych pracująca w oparciu o ciepło nadmiarowe generowane w Bloku Mineralizacji (wysuszony osad jest mieszany z paliwem podstawowym i poddawany mineralizacji);
- instalacja elektrolizy wytwarzająca wodór i tlen z udziałem energii elektrycznej produkowanej przez turbozespół Bloku Mineralizacji.
Rozdrobnione odpady podawane są w sposób automatyczny do reaktora obrotowego. W pierwszym etapie następuje odparowanie wody, następnie sucha masa paliwa jest zgazowana w warunkach kontrolowanego dostępu tlenu, do gazu organicznego CxHy i CO (tzw. proces czadnicowy) w temperaturach do 520 stopni C. Gazy procesowe poddane są oczyszczeniu z cząstek stałych (PM) na filtrze wysokotemperaturowym. Gaz procesowy bogaty w związki organiczne, jest następnie kierowany przez system klap i zaworów technologicznych do dopalaczy katalitycznych, gdzie w układzie wielo-katalitycznym ulega pełnemu utlenieniu (ze sprawnością 99,9%) do H2O i CO2 z wydzieleniem dużej ilości ciepła poreakcyjnego, którego niewielka część jest zawracana do podtrzymania procesu w reaktorze mineralizacji.
Oczyszczony gaz poreakcyjny przechodzi przez reaktor DeNOx, gdzie następuje reakcja redukcji tlenków azotu do N2, jeśli takowe istniały w odpadach. Kolejno, gaz przechodzi przez wymiennik, gdzie następuje odzysk energii termicznej w postaci pary kierowanej na zespół turbiny kondensacyjnej i generatora lub cieplej wody. Zamknięcie emisji odbywa się w płuczce alkalicznej (włączana w przypadku unieszkodliwiania odpadów zawierających chlorowce lub związki siarki) oraz w adsorberze węglowym pracującym w systemie samo regeneracji.
Procesy mineralizacji i katalizy są prowadzone w stosunkowo niskich temperaturach, dlatego nie generują agresywnych związków takich jak dioksyny, furany, NOx, CO, metan, fenole, wytwarzanych w klasycznych instalacjach termicznego unieszkodliwiania odpadów.
Instalacja posiada wysokowydajny system wentylacji, zabezpieczenia przed nadmierną emisją hałasu, jak i możliwością zanieczyszczenia ziemi i wód. Dzięki kierowaniu powietrza złowonnego ze strefy przyjęcia i przygotowania paliwa do reaktora mineralizacji jak również utrzymywania lekkiego podciśnienia w halach, Zakład jest w pełni zdezodoryzowany.
Odpadem z Instalacji Mineralizacji Odpadów jest obojętny minerał nie zawierający organiki i związków niebezpiecznych, który można wykorzystać do produkcji materiałów budowlanych. Jego masa to 3-8% masy paliwa na wejściu, w zależności od jego rodzaju. Np. preRDF zwykle generuje 3-6% odpadu, natomiast po osadzie pościekowym zawierającym więcej frakcji mineralnej, pozostaje 5-8% odpadu. Układ oczyszczania gazów wylotowych wytwarza minimalne (nieporównywalnie mniejsze w stosunku do spalarni rusztowych) ilości odpadu, który traktowany jest jako niebezpieczny.
Zakład wyposażony jest w automatyczny pomiar emisji zanieczyszczeń do powietrza. Pomiary prowadzone są ciągle dla:
- pyłów, NOx, HCl, CO;
- substancji organicznych: węgiel organiczny, -HF, SO2, O2;
- prędkości przepływu spalin lub ciśnienia dynamicznego;
- temperatura gazów wylotowych;
- ciśnienia statycznego gazów wylotowych;
- współczynnika wilgotności.
TECHNOLOGIA MINERALIZACJI ODPADÓW OBJĘTA JEST OCHRONĄ PATENTOWĄ
W porównaniu z innymi dostępnymi technikami termicznego unieszkodliwiania odpadów, instalacje mineralizacji wykazują wiele zalet, takich jak:
- najwyższa efektywność energetyczna spośród wszystkich technologii termicznego przekształcania odpadów;
- najwyższa efektywność ekonomiczna spośród wszystkich technologii termicznego przekształcania odpadów;
- CAPEX i OPEX stanowią 50-60% nakładów ponoszonych w przypadku spalarni rusztowych;
- w procesie nie powstają dioksyny i furany oraz nie wytwarzane są dodatkowe NOx, metan i CO;
- instalacja umożliwia unieszkodliwianie wszystkich rodzajów odpadów o charakterze organicznym bez względu na stan skupienia;
- odpad poprocesowy (minerał) zawiera poniżej 1 % zawartości węgla organicznego;
- z uwagi na niską temperaturę procesu i znikomą obecność tlenu, metal i szkło pozostają nieutlenione i można je wyodrębnić w prosty sposób już po procesie mineralizacji (nie ma konieczności wstępnej segregacji odpadów);
- komory mineralizacji nie wymagają częstych remontów, jak to ma miejsce w podobnych instalacjach termicznego unieszkodliwiania odpadów (wymiana elementów rusztu);
- modułowa, powtarzalna i nieskomplikowana konstrukcja linii technologicznych; technologia nie wymaga budowy wielkopowierzchniowych obiektów czy wyznaczania strefy ochronnej;
- system mineralizacji odpadów pozwala całkowicie wyeliminować szczególnie uciążliwe odory.
Pomimo niskiej standardowej temperatury prowadzenia procesu (mineralizacja – do 550 stopni C, utlenianie katalityczne – do 650 stopni C), Instalacje Mineralizacji C-GEN są dostosowane do wymagań temperaturowych wynikających z Rozporządzenia Ministra Rozwoju z dnia 21 stycznia 2016 r. w sprawie wymagań dotyczących prowadzenia procesu termicznego przekształcania odpadów oraz sposobów postępowania z odpadami powstałymi w wyniku tego procesu, bez wpływu na jej efektywność biznesową.
Technologia mineralizacji i katalitycznego utleniania jest od lat stosowana, głównie w przemyśle i została wielokrotnie potwierdzona technicznie jako skuteczna, prosta i bezobsługowa metoda unieszkodliwiania szerokiego wachlarza odpadów z wysokoefektywnym odzyskiem energii. W Polsce pracuje kilkanaście instalacji zaprojektowanych i wykonanych m.in. przez Inżynierów i Naukowców współpracujących z C-GEN Systems Sp. z o.o.